

Polimēra kausējuma viskozitātes mērīšana nosaka ekstrūzijas un formēšanas procesu. Viskozitātes uzraudzība reāllaikā ir svarīgāka par temperatūras un spiediena uzraudzību.
Overviewof ExtrusionMoldingPrprocess
Ekstrūzijas formēšana ir efektīvs ražošanas process daudzās nozarēs nepārtrauktu profilu, piemēram, cauruļu, plēvju, loksņu u. c., ražošanai. Tā ļauj ražot sarežģītas šķērsgriezuma formas nemainīgā kvalitātē, vienlaikus garantējot augstu ražošanas ātrumu un materiālu efektivitāti. Acīmredzami sasniegumi, piemēram, procesu automatizācija, reāllaika uzraudzība un pārstrādes procesa uzraudzība, ir uzlabojuši precizitāti un samazinājuši ietekmi uz vidi, samazinot atkritumus.
Rūgh Idea noPap.rusīieslēgtsMachīns
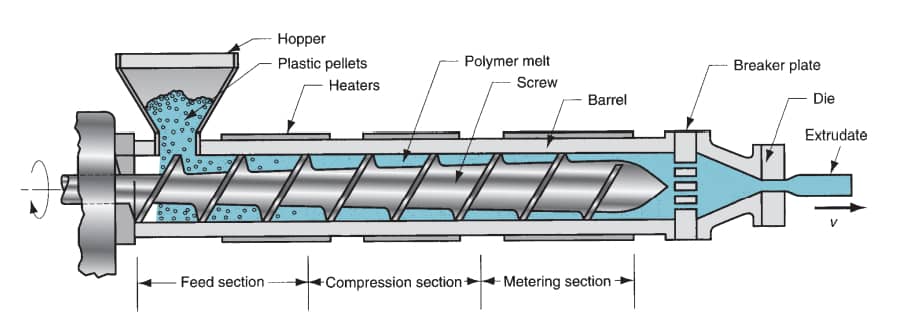
Ekstrūzijas mašīna sastāv no šādām daļām: piltuves, padeves skrūves, sildelementiem un zobratu sūkņa. Materiāls tiek padots mašīnā no piltuves. Nepārtraukti rotējoša padeves skrūve, ko darbina motors un pārnesumkārba, pārvieto materiālu pa mucu un caur matricu. Sildelementi gar mucu uztur kontrolētu temperatūru, lai mīkstinātu un izkausētu polimēru materiālu. Pēc iziešanas no matricas izkausētais materiāls nonāk veidnē ar vienu vai vairākām dobumiem, kur tas atdziest un sacietē vēlamajā formā. Dažās sistēmās starp mucu un matricu tiek novietots zobratu sūknis, lai nodrošinātu vienmērīgu spiedienu izejošajā materiālā.

Galvenie viskozitātes mērīšanas punkti ekstrūzijas mašīnā
Piltuves izeja / padeves zonaMēra sākotnējo kausējuma viskozitāti, kad polimērs sāk mīkstināties.
Kušanas zona (mucas vidusdaļa): Attēlo pāreju uz pilnībā izkusušu stāvokli.
Mērīšanas zona(Pirms zobratu sūkņa vai matricas): mēra polimēra kausējuma viskozitāti darba bīdes ātrumos.
Ieeja nospiedumāSniedz reāllaika kausējuma viskozitātes datus ekstrūzijas vietā.
Polimēru kausējuma un viskozitātes izpratne
Kas ir polimēra kausējums?
Tas ir polimērs, kas uzkarsēts līdz izkausētam stāvoklim, kam piemīt plūstamības īpašības, kas ļauj to veidot, izmantojot ekstrūziju vai formēšanu.polimēru kausēšanas viskozitāte— plūsmas pretestība — ir atkarīga no molekulmasas, temperatūras, bīdes ātruma un piedevām, ietekmējot gala produkta izturību un apdari.polimēru ekstrūzijas process, kur izkausēts polimērs tiek ekstrudēts caur matricu, un iesmidzināšanas formēšanā, kur tas piepilda veidnes zem spiediena, saglabājot optimālukausējuma viskozitāteir vitāli svarīga. Tradicionālapolimēra kausējuma viskozitātes mērīšanametodes, piemēram, bezsaistes kapilārā reometrija, bieži vien kavējas kavējumu dēļ, kas veicina pāreju uziekļauts rindāviskozimetrs polimēriemlai gūtu ieskatu reāllaikā.
Polimēru ekstrūzijas un procesa kontroles izaicinājumi
Thepolimēru ekstrūzijas processun iesmidzināšanas formēšana saskaras ar ievērojamiem šķēršļiem, lai saglabātu konsekvencikausējuma viskozitāteMainīgums termisko gradientu un svārstīgo bīdes ātrumu dēļ var izraisīt nevienmērīgupolimēru kausēšanas viskozitāte, izraisot tādus defektus kā virsmas nelīdzenumus vai tukšumus ekstrudētos profilos. Liela mēroga ekstrūzijas līnijām ir grūtības ar vienmērīgupolimēra kausējuma viskozitātes mērīšanavisā plūsmā, saglabājot atbilstību procesa kontrolei. Ātrgaitas iesmidzināšanas formēšanā manuālās regulēšanas netiek līdzi ātrajam cikla laikam, radot deformācijas vai nepilnīgas piepildīšanas risku. Šīs problēmas uzsver nepieciešamību pēc uzlabotāmpolimēru viskozimetrssistēmas, piemēram,automātiskais polimēru viskozimetrs, lai nodrošinātu reāllaika datus un pārvarētu tradicionālo metožu ierobežojumus.
Kāpēc kausējuma viskozitātes uzraudzība ir svarīga
Kausējuma viskozitātes mērīšana ir ļoti svarīga polimēru ekstrūzijas procesā un iesmidzināšanas formēšanā vairāku iemeslu dēļ. Ekstrūzijā vienmērīga kausējuma viskozitāte nodrošina vienmērīgu presformas piepildījumu un novērš defektus, piemēram, virsmas nelīdzenumus vai presformas uzbriešanu. Iesmidzināšanas formēšanā tā ietekmē presformas piepildījumu, detaļu kvalitāti un cikla laiku, kur variācijas var izraisīt deformāciju vai nepilnīgu piepildījumu. Reāllaika uzraudzība ļauj operatoriem pielāgot temperatūru, spiedienu vai materiāla sastāvu, optimizējot enerģijas patēriņu un samazinot atkritumus — galvenās bažas, jo 2025. gadā oglekļa emisiju noteikumi kļūs stingrāki.
Polimēru kausējuma viskozitātes mērīšanas sarežģītība rodas no polimēru kausējumu neņūtoniskā rakstura, kur viskozitāte mainās atkarībā no bīdes ātruma un termiskās vēstures. Iebūvētu polimēru kausējuma viskozimetru sistēmu sistēmas risina šo problēmu, nodrošinot nepārtrauktus datus, nodrošinot procesa kontroli, ko bezsaistes metodes nevar nodrošināt.


Lonnmeter pieredze kausējuma viskozitātes uzraudzībā
Ar vairāk nekā desmit gadu pieredzi,Lonmetrs, vadošaispolimēru viskozimetra piegādātājs, ir sevi pierādījusi kā pionieriviskozitātes kontroleViņu pieredze aptver augstspiediena un augstas temperatūras ekstrūzijas līnijas un iesmidzināšanas formēšanas iekārtas, risinot dažādu polimēru, piemēram, polietilēna, polipropilēna un PET, vajadzības.
Produktu risinājumi
Lonnmeter piedāvā vismodernākās tehnoloģijaspolimēra kausējuma viskozimetrsrisinājumi, kas pielāgotikausējuma viskozitātes kontrole. TheIekšējais viskozimetrsir paredzēts perpendikulārai vai paralēlai uzstādīšanai ekstrūzijas iekārtās, mērotkausējuma viskozitātelīdz 100 000 cP·s un temperatūrai līdz 300 °C, ko neietekmē plūsmas svārstības.
Pielāgošanas iespējas ir Lonnmeter piedāvājumu raksturīga iezīme, piedāvājot vītņotu vai atloku savienojumu iespējas un datu izvadi, izmantojot 4–20 mA vai RS485, kas nemanāmi integrējas automatizācijas sistēmās. Ekstrūzijas procesā perpendikulārā uzstādīšana nodrošina minimālus plūsmas traucējumus.
Lonnmeter kausējuma viskozitātes šķīdumu priekšrocības
Kvalitātes nodrošināšana:Reāllaikāpolimēra kausējuma viskozitātes mērīšananodrošina ekstrudātu un formēto detaļu bez defektiem.
Izmaksu efektivitāte:Samazināti atkritumi un apkope samazina ekspluatācijas izmaksas.
Enerģijas ietaupījums:Precīza regulēšana optimizē enerģijas patēriņu.
Procesa elastība:Saderība ar dažādiem polimēriem atbalsta dažādas ražošanas vajadzības.
Pastiprināta drošība:Viskozitātes anomāliju agrīna atklāšana novērš iekārtu pārslodzi.
Bieži uzdotie jautājumi
Kāpēc kausējuma viskozitāte ir svarīgāka par temperatūru vai spiedienu?
Kausējuma viskozitāte tieši ietekmē kausējuma plūsmu, presformas pildījumu un produkta konsistenci, bieži vien atsverot temperatūras vai spiediena ietekmi. Pareiza polimēra kausējuma viskozitātes mērīšana novērš tādus defektus kā deformācija vai presformas uzbriešana, padarot to par kritisku procesa kontrolei.
Kā Lonnmeter nodrošina datu integrāciju?
Automātiskais polimēru viskozimetrs integrējas, izmantojot 4–20 mA vai RS485 protokolus, piedāvājot reāllaika datus vadības sistēmām. Tā iebūvētais vēstures sensors, kam var piekļūt, izmantojot programmatūru, sniedz ieskatu vēsturē, pārsniedzot tradicionālo polimēru viskozimetru ierobežojumus.
Kādi faktori ietekmē polimēru kausējuma viskozitāti?
Polimēru kausējuma viskozitāti ietekmē molekulmasa, temperatūra, bīdes ātrums un piedevu vai pildvielu klātbūtne. Augstāka molekulmasa un zemāka temperatūra parasti palielina viskozitāti, ietekmējot polimēra ekstrūzijas procesu.
Kušanas viskozitātes kontrole ir polimēru ekstrūzijas procesa un iesmidzināšanas formēšanas stūrakmens, kas nodrošina kvalitāti un efektivitāti. Izmantojot Lonnmeter pārbaudīto pieredzi un moderno viskozimetru polimēriem, ražotāji var pārvarēt procesa kontroles izaicinājumus un optimizēt ražošanu. Pieprasiet cenu piedāvājumu jau šodien no šī uzticamā polimēru viskozimetru piegādātāja!
Publicēšanas laiks: 2025. gada 31. jūlijs









